건설공사 중 강구조공사에 대한 용접검사의 대표적인 방법으로 육안검사가 있는데, 이 육안검사는 말 그대로 눈으로 확인하는 검사입니다. 이 육안검사에 대한 어떤 기준이 있는건지? 용접결함 발생 시 어느정도 허용값이 있는지? 육안검사 후 의심이 있는 경우 어떻게 대처해야 되는지에 대해 포스팅하였습니다.
참고자료 : [KCS 14 31 20 :2019 용접]
1. 육안검사
강구조 용접검사 중 용접검사에 관한 사항은 표준시방서 [KCS 14 31 20 :2019 용접] 3.11.2. 육안검사에 그 기준이 명시되어 있습니다.
(1) 검사범위
- 모든 용접부는 육안검사를 실시한다. 용접비드 및 그 근방에서는 어떤 경우도 균열이 있어서는 안 된다.
(2) 용접균열의 검사
- 균열검사는 육안으로 하되, 특히 의심이 있을 때에는 자분탐상법 또는 침투탐상법으로 실시해야 한다.
2. 육안검사시 용접결함의 허용값, 허용오차
(1) 용접비드 표면의 피트
- 주요 부재의 맞대기이음 및 단면을 구성하는 T 이음, 모서리 이음에 관해서는 비드 표면에 피트가 있어서는 안 된다. 기타의 필릿용접 또는 부분용입 그루브용접에 관해서는 한 이음에 대해 3개 또는 이음길이 1 m에 대해 3개까지 허용한다. 다만, 피트 크기가 1 mm 이하일 경우에는 3개를 한 개로 본다.
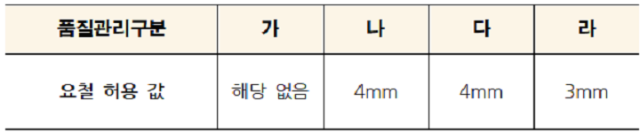
(2) 용접비드 표면의 요철
- 비드길이 25 mm 범위에서의 고저차로 나타내는 비드 표면의 요철은 다음 표를 초과해서는 안 된다.
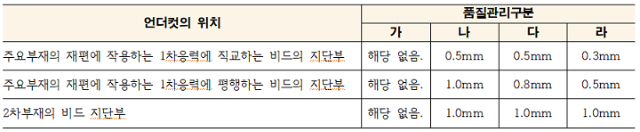
(3) 언더컷의 깊이의 허용 값
- 언더컷의 깊이는 다음 표의 값을 초과해서는 안된다.
(4) 오버랩
- 오버랩이 있어서는 안 된다.
(5) 필릿용접의 크기
- 필릿용접의 다리길이 및 목두께는 지정된 치수보다 작아서는 안 된다. 그러나 한 용접선 양끝의 각각 50 mm를 제외한 부분에서는 용접길이의 10%까지의 범위에서 -1.0 mm의 오차를 인정한다.
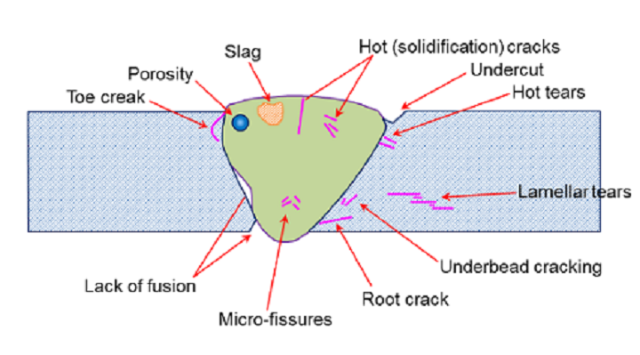
3. 용접결함의 종류와 발생원인
| 용접결함의 종류 | 발생 원인 |
|
과도하게 볼록함 |
- 용접속도가 너무 느려 용접금속이 쌓임 |
|
불충분한 목 |
- 용접전류가 높으면서 용접속도가 빠름 |
|
언더컷 |
- 용접전류가 너무 높음 |
|
불충분한 레그 사이즈 |
- 한쪽으로만 용착량이 높아지는 잘못된 토치각 사용시 |
|
용입부족 |
- 용접전류가 너무 낮음 |
|
용융부족 |
- 용접전류가 너무 낮음 |
|
오버랩 |
- 용접전류와 속도가 너무 낮음 |
|
기공 |
- 도장되거나 도금된 용접재료 사용 |
|
슬래그혼입 |
- 잘못된 용접봉의 선정 |
|
균열 |
- 잘못된 용접봉의 선정 |
|
과도한 스패터 |
- 용접전류가 너무 높음 |
위에 나와 있는 내용 중 품질관리구분에 대해 의문을 가지실 수 있는데 용접검사에서 발하는 품질관리기준은 효율적인 품질관리를 위해 구조물을 중요도에 따라 "가, 나, 다, 라"로 분류하였는데 여기서 또 한가지 알아야 할 것은 국토부 고시 건축구조기준에 따른 건축물의 중요도에 따른 분류는 아래 참고하시기 바랍니다.
↓ 관련업무 자료 링크 ↓
'지침 및 시방서 > KCS 표준시방서, 품질시험 방법' 카테고리의 다른 글
| [KCS 14 20 12]거푸집 및 동바리 해체 시기 및 방법 그리고 품질관리에 관한 최신기준(2021년) (2) | 2021.03.25 |
|---|---|
| [KCS 14 31 20 :2019 용접] 용접검사 중 비파괴시험의 종류 및 검사 기준 (0) | 2021.03.17 |
| [KCS 14 31 20 용접] 품질관리구분에 따른 용접검사 종류 및 범위, 용접사 기술자격등 주요사항 (0) | 2021.03.17 |
| [KDS 14 20 50]콘크리트 최소 피복두께 허용오차 품질기준 (0) | 2021.03.17 |
| [KCS 14 20 10 : 2021] 콘크리트의 받아들이기 품질검사 최신 기준 (2) | 2021.03.16 |



댓글